
This article is Part 1 in Welding Digest’s two-part series on 3D-printed part strength.
Every materials processing or fabrication method has an impact on the material structure and therefore the properties of the processed material.
Additive manufacturing (AM) metallurgy has its own unique set of processing-structure-property relationships. Processing can impact material microstructure, such as the size, shape and orientation of grains or crystals, which will alter the mechanical properties of the metal alloy. The material properties and structure also alter processing characteristics.
For example, certain alloying additions can make an alloy too brittle for rolling, forging or other wrought processing. Casting, powder metal and additive processes might be the only way to produce certain highly alloyed materials. The chemistry or composition of the alloy can also change. For instance, titanium alloys will pick up oxygen, which strengthens titanium up to a point. But if oxygen levels become too high, the titanium alloy will become brittle and crack. Powdered metals are also susceptible to contamination by oxygen and nitrogen, depending on the metal alloy. NASA researchers found increased nitrogen levels in nickel superalloys resulted in larger grain sizes in AM parts.
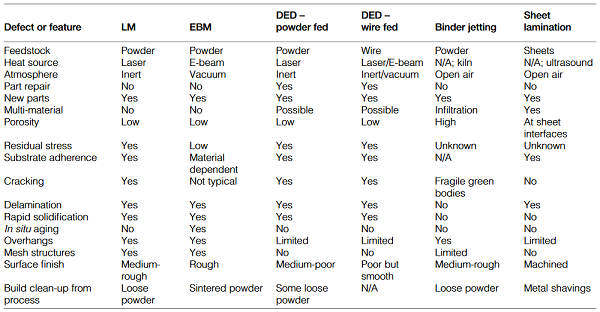 Figure 1: Comparison of process features, capabilities and defects across primary metal additive and 3D printing processes. Source ORNL
Figure 1: Comparison of process features, capabilities and defects across primary metal additive and 3D printing processes. Source ORNL
Powder bed electron beam melting (EBM) processes tend to generate lower residual stress levels and less cracking compared to processes using laser melting (LM) powder bed and direct energy deposition (DED) powder or wire feeding, most likely due to slow cooling and in situ aging. DED powder or wire fed AM processes can be used to deposit multi-materials, which could enable parts with tougher cores and wear-resistant surface layers.
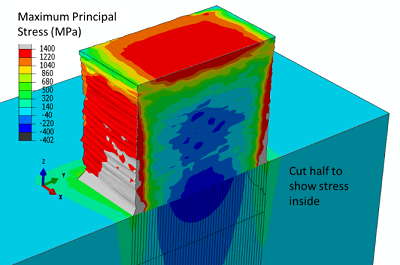 Figure 2: Residual stress profile analysis in an additive manufactured part. Source: EWI
Figure 2: Residual stress profile analysis in an additive manufactured part. Source: EWI
Wear, mold, die or tooling surfaces can be rebuilt or repaired with DED processes. Most of the processes that employ melting rapidly solidify the metal deposits, which reduces elemental segregation and can aid in developing refined or unique microstructures. However, rapid cooling can cause gas entrapment, delamination, retain undesirable metastable phases and increase residual stress levels. Binder jet deposits are not prone to delamination, but the as-built “green” parts can be delicate and have high porosities until sintered or fired.
Residual stress and cracking
Residual stress and cracking are major problems in 3D-printed metal part manufacturing. Casting, welding, cold forming and machining processes induce residual stresses sometimes resulting in cracked components. Residual tensile stresses can cause warping or distortions and decrease fatigue strength. Stress relief heat treatments can be applied to parts to remove the residual stress, but part distortion and cracking can occur during this process. Mechanical peening, laser peening and ultrasonic peening can impart residual compressive surface stress in a part, which enhances fatigue properties.
High residual tensile stresses can cause cracks in components. Segregation, liquation and shrinkage can occur during AM with melting and solidification steps. Liquation occurs because the lower melting constituents in an alloy solidify first, separating out during solidification. Upon reheating, these liquated regions can cause liquation cracks, usually in the partially melted zone (PMZ) outside the weld pool.
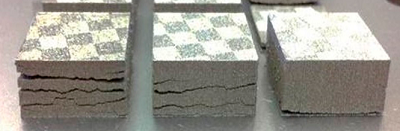 Figure 3: Layer delamination and cracking is a common a problem in selective laser melting (SLM). Source: ORNL
Figure 3: Layer delamination and cracking is a common a problem in selective laser melting (SLM). Source: ORNL
